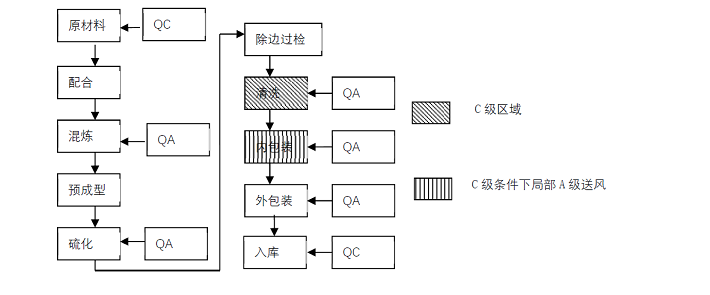
2.2.1.2 加工工艺 橡胶密封件的制备过程一般包括混炼、压延或压出、硫化、冲切、清洗、包装等工序。 1)混炼:是指将各种配合剂混入生胶中制成质量均匀的混炼胶的工艺过程。 2)压延:是指利用压延机辊筒之间的挤压力作用,使混炼胶发生塑性流动变形,最终制成具有一定断面尺寸和几何形状的片状材料的工艺过程。 3)压出:是指混炼胶在压出机机筒和螺杆间的挤压作用下,连续地通过一定形状的口型,制成各种复杂断面形状的半成品的工艺过程。 4)硫化:是橡胶密封件的成型工序;是指混炼胶在一定的压力和温度下,橡胶大分子由线型结构变成网状结构的交联过程。硫化后的橡胶由塑性的混炼胶转变为高弹性的交联橡胶,从而获得更完善的物理机械性能和化学性能。硫化方法主要有注射模压工艺和常规模压工艺。 5)冲切:将硫化好的成片橡胶密封件用冲切设备冲成单只产品。 6)清洗:使用纯化水或注射用水对橡胶密封件进行清洗、硅化,然后干燥(灭菌);清洗后会加入适量二甲基硅油(以下简称硅油)硅化,使橡胶密封件滑爽、走机顺畅。 7)包装:在C+A洁净区域,用双层塑料洁净袋包装(免清洗橡胶塞应使用无菌袋),然后移到外包装间纸箱封装。 2.2.1.3 丁基胶塞的典型制造过程 1)丁基胶塞的工艺流程图
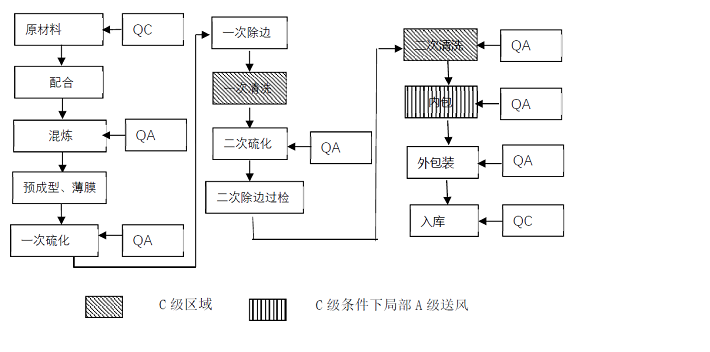
2)覆膜丁基胶塞的工艺流程图
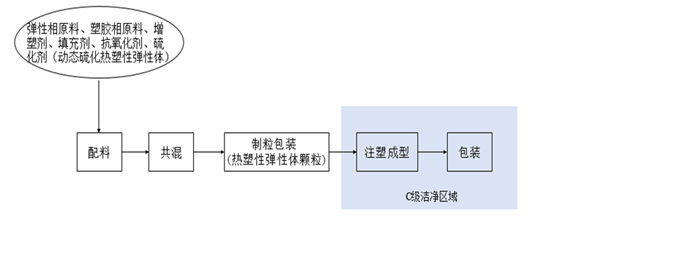
2.2.2 热塑性弹性体密封件 热塑性弹性体密封件在高温时可以像塑料一样采用注压、挤出、吹塑、模压等加工工艺。热塑性弹性体一般为多相结构,至少由两相组成,各相的性能及其之间的相互作用将决定热塑性弹性体的最终性能。 2.2.2.1 配方体系 用于药品密封件的热塑性弹性体主要有两种:1)A-B-A苯乙烯嵌段聚合物系热塑性弹性体;2)高分子弹性体和塑胶动态硫化热塑性弹性体。 一个完整的热塑性弹性体配方体系包括弹性相、塑胶相、增塑剂、填充剂、抗氧化剂等。 1)弹性相:苯乙烯嵌段聚合物为主的共混体系的A-B-A结构中,B嵌段为弹性相,常见的有聚丁二烯、聚异戊二烯等。高分子弹性体和塑胶通过动态硫化(交联)的共混体系中的弹性相是已交联的高分子弹性体颗粒,常用的有三元乙丙共聚物、乙丙共聚物、异丁聚合物/卤代乙丙共聚物、丙烯腈丁二烯共聚物等。 2)塑胶相:苯乙烯嵌段聚合物为主的共混体系的A-B-A结构中,聚苯乙烯A嵌段为塑胶相。此外,热塑性弹性体为了达到所要求的物理强度及抗温性,一般需要和塑胶共混,常用的共混塑胶是聚烯烃类,如,聚丙烯、聚乙烯等,根据需要也可以使用其他塑胶。 3)增塑剂:为了提高弹性,降低硬度,热塑性弹性体通常含有增塑剂。常用的增塑剂有矿物油和合成基础油等。 4)填充剂:苯乙烯嵌段聚合物为主的共混体系通常不加填充剂,但在特殊情况下也会加填充剂。热塑性弹性体中常用的填充剂和橡胶类似,主要有碳酸钙、煅烧高岭土(水合硅酸铝)、滑石粉(硅酸镁)等。 5)抗氧化剂:因热塑性弹性体的共混和成型都在高温下进行,一般都会在共混时加入抗氧化剂以防止材料氧化降解。主要抗氧化剂有酚类抗氧剂,如2,6-二叔丁基-4-甲基苯酚或者二丁基羟基甲苯,屏蔽酚无灰抗氧剂[3-(3,5-二叔丁基-4-羟基苯基)丙烯酸异辛酯]等。协同抗氧化剂如亚磷酸三(2,4-二叔丁基苯基)酯等。 6)硫化剂:用于动态硫化热塑性弹性体中高分子弹性体的交联。硫化剂取决于所用的交联高分子弹性体,如果高分子弹性体是三元乙丙共聚物,硫化剂可用酚醛树脂、有机过氧化物和硅氢加成反应硫化系统。 2.2.2.2 加工工艺 1)共混: 简单共混:指将各种配料混合充分而制成质量均匀的共混物的过程。苯乙烯嵌段聚合物为主的共混体系是通过共混工艺制得,共混在高于塑胶熔点的温度下进行。 动态硫化共混:高分子弹性体在高温和高剪切力下与融化的塑胶共混的同时发生交联,交联后的弹性体被高剪切力绞碎成颗粒后分散在塑胶中。理想的颗粒大小在5微米以下,圆球形状。高分子弹性体和塑胶动态硫化的共混体系是通过动态硫化工艺制得的。 2)注塑成型:将融化的原料以注塑成型的工艺注入模具中冷却成型。成型通常在洁净室中进行。 3)包装:用双层无菌塑料袋包装,然后移到外包装间纸箱封装。 2.2.2.3 热塑性弹性体密封件的典型制造过程
|